
發(fā)布日期:2016-08-25
第44屆世界大賽焊接項目十進(jìn)五第二場報道(dào)
焊接項目本次10進(jìn)5的比賽分兩(liǎng)輪進(jìn)行,安排如下:
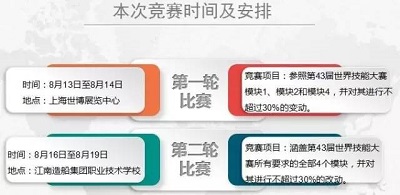
随著(zhe)時(shí)間的推移,第一輪的比賽已經(jīng)結束,我們把目光轉向(xiàng)江南造船集團職業技術學(xué)校,在這(zhè)裡(lǐ)舉行第二輪的比賽,争奪最後(hòu)出線的五個名額。
競賽項目分析
本次10進(jìn)5選拔賽包含模塊一組合件、模塊二壓力容器、模塊三鋁合金結構件、模塊四不鏽鋼結構件世賽的全部四個項目。下面(miàn)我詳細介紹一下。
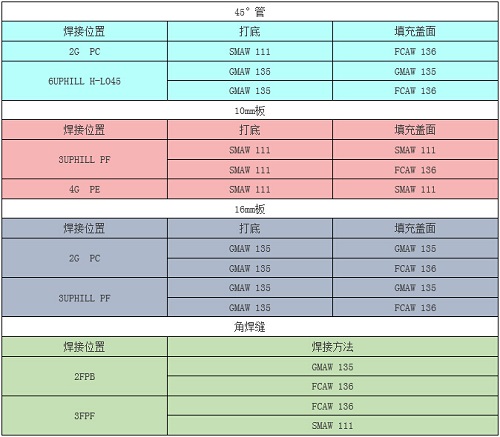
模塊一:組合件介紹
組合件包含管、10mm闆、16mm闆和角焊縫四個試件。焊接完成(chéng)後(hòu)進(jìn)行外觀檢查、折斷檢驗、射線探傷。四個試件的焊接方法和焊接位置在賽前從下表中抽取确定。
模塊二:壓力容器介紹

該試件母材爲低碳鋼,焊接方法采用了焊條電弧焊(SMAW111)、熔化極氣體(CO2+Ar)保護焊(GMAW135)、熔化極氣體(CO2+Ar)保護藥芯焊絲電弧焊(FCAW136)、鎢極氩弧焊(GTAW141)四種(zhǒng)焊接方法,共計41條焊縫,包含了所有焊接位置和接頭類型。焊接完成(chéng)後(hòu)進(jìn)行外觀檢查和水壓試驗。
模塊三:鋁合金結構件介紹
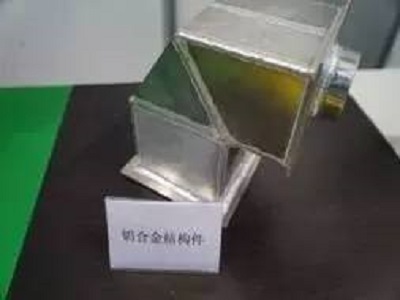
該試件母材爲5000和6000系列的鋁合金,焊接方法爲鎢極氩弧焊(GTAW141),共計24條焊縫,包含了所有焊接位置和接頭類型。焊接完成(chéng)後(hòu)進(jìn)行外觀檢查。
模塊四:不鏽鋼結構件介紹
該試件母材爲不鏽鋼,焊接方法爲鎢極氩弧焊(GTAW141),共計26條焊縫,包含了所有焊接位置和接頭類型。焊接完成(chéng)後(hòu)進(jìn)行外觀檢查。
經(jīng)過(guò)裁判的現場抽簽,全體人員見證,确定本次比賽的試題爲:
模塊一:

修改了模塊二的焊接方法,延續了模塊三及模塊四的内容。

由裁判長(cháng)主持抽簽及賽場說(shuō)明

确定焊接試題

裁判長(cháng)揭開(kāi)封條,選手準備進(jìn)入賽場


現場說(shuō)明



模塊一的焊接




模塊二的焊接

炎炎夏日,在茶歇時(shí)準備了綠豆湯,爲大家解暑

模塊三的焊接

模塊四的焊接



裁判員測量工件

仲裁組成(chéng)員張友權(左)檢查試件


領導視察工作

選手打掃工位,退場,結束一天比賽

裁判長(cháng)鎖門,并貼上封條,簽字。一天結束!!
來源:中國(guó)工程建設焊接協會(huì)